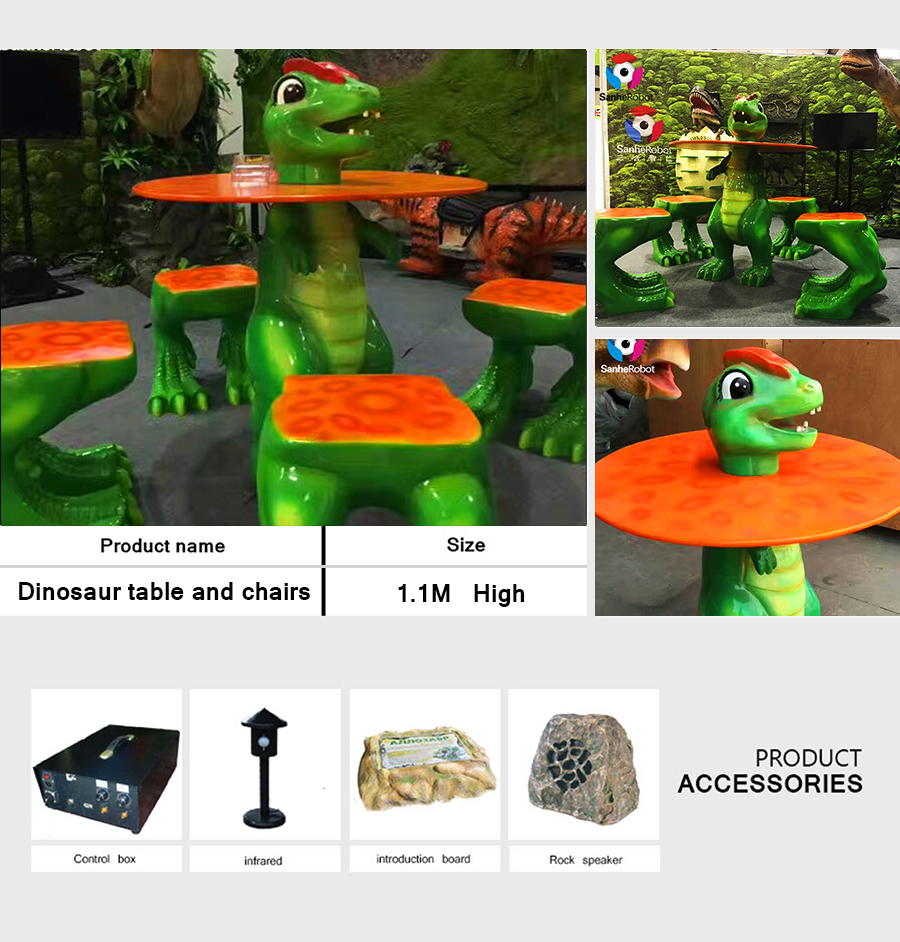
Dekoratiivsed multifilmitegelased klaaskiust dinosaurus
laud ja toolid
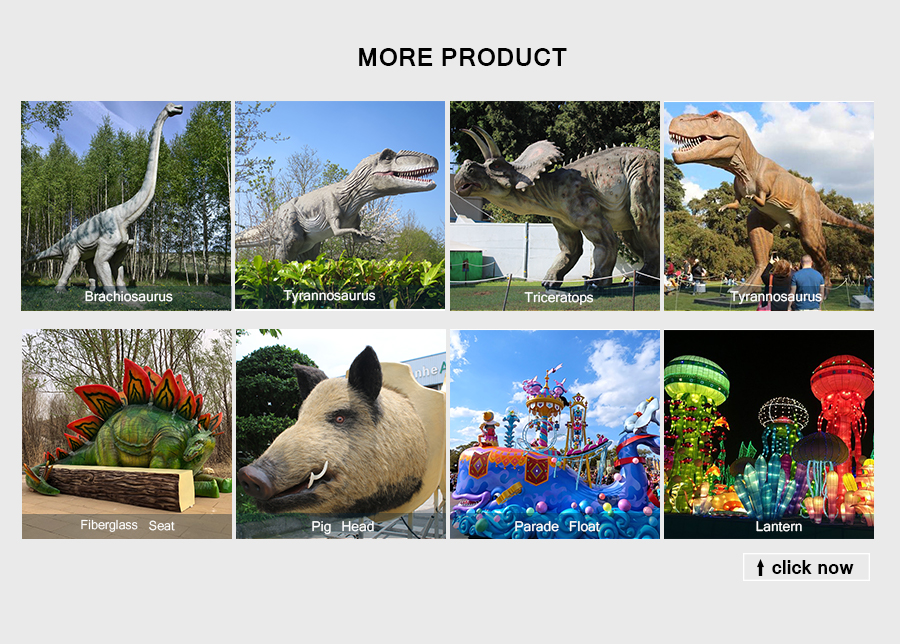
ROHKEM INFORMATSIOONI
| Sisend | AC 110/220V, 50-60HZ |
| Pistik | Euro pistik / Briti standard / SAA / C-UL / või oleneb soovist |
| Juhtimisrežiim | Automaatne / infrapuna / kaugjuhtimispult / münt / nupp / hääl / puudutus /Temperatuur / pildistamine jne. |
| Hüdroisolatsiooni klass | IP66 |
| Töötingimused | Päikesepaiste, vihm, mereäär, 0 ~ 50 ℃ (32 ℉ ~ 82 ℉) |
| Valikuline funktsioon | Heli saab suurendada 128 tüübiniSuits, vesi./ veritseb / lõhnab / muuda värvi / muuda tulesid / LED-ekraan jne interaktiivne (asukoha jälgimine) / conversine (praegu ainult hiina keeles) |
MÜÜGIJÄRELTEENUS
| Teenindus | Tarnimiseks tuleb lõigata, esitab üksikasjaliku paigaldusjuhendi. |
| Garantii | Anname kõikidele meie antimatrooniliste mudelite jaoks 2-aastase garantii,garantiiperiood algab kaubaveost jõuab sihtsadamasse.Meie garantii hõlmab mootorit,reduktor, juhtpult jne. |
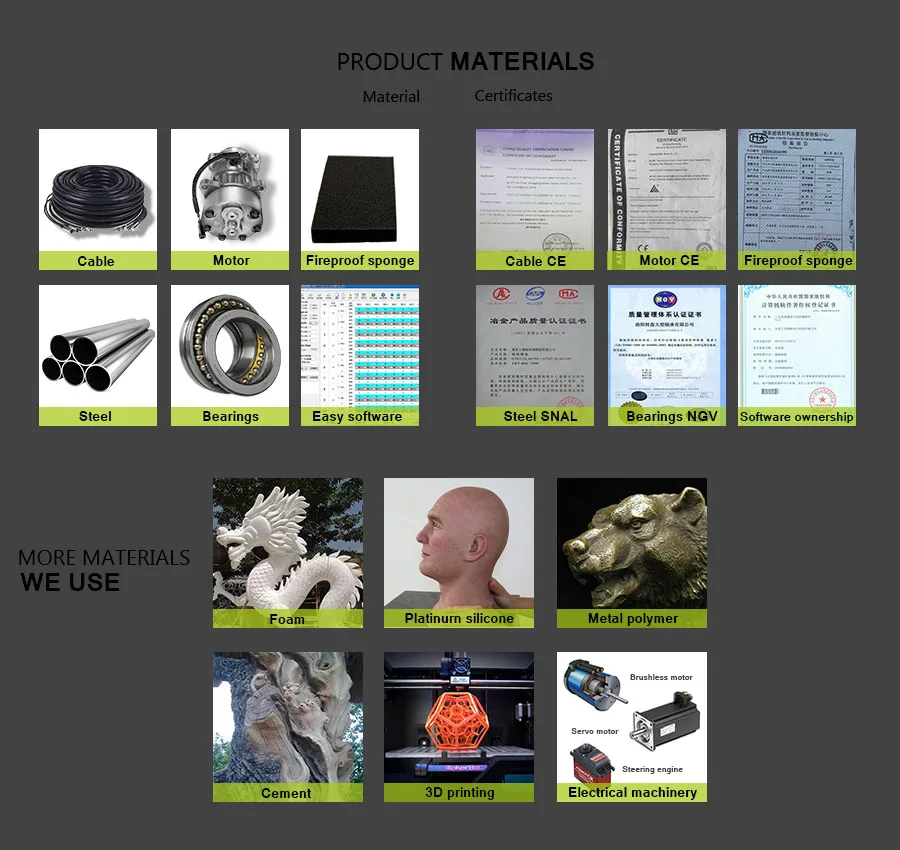

 dinosaurustool dinosauruse kirjutuslaud laud ja tool välikaunistuseks klaaskiust dinosauruste tarnijad mänguväljak klaaskiust dinosaurused klaaskiust kaunistus teemaparki dinosauruste laud ja toolid klaaskiust laud ja toolid lõbustuspargis klaaskiust laud ja toolid klaaskiust dinosauruse skulptuur õues lõbustuspargi varustus mänguväljaku varustus elusuuruses klaaskiud pargi fiiberkujud klaaskiust kujud õues klaaskiust dinosaurused pargivarustus dinopargi dinosauruste laud ja toolid Klaaskiud (Ameerika inglise keel) või klaaskiud (Commonwealth English) on tavaline klaaskiudu kasutav kiududega tugevdatud plastik.Kiud võivad olla juhuslikult paigutatud, lapikuks (nimetatakse tükeldatud kiudmatiks) või kootud klaaskangaks.Plastmaatriks võib olla termoreaktiivne polümeermaatriks – enamasti põhineb termoreaktiivsetel polümeeridel, nagu epoksü, polüestervaik või vinüülestervaik – või termoplast. Odavam ja paindlikum kui süsinikkiud, see on kaalu järgi tugevam kui paljud metallid, on mittemagnetiline, mittejuhtiv, läbipaistev elektromagnetkiirgusele, seda saab vormida keerukateks vormideks ja on paljudel juhtudel keemiliselt inertne.Rakenduste hulka kuuluvad lennukid, paadid, autod, vannid ja korpused, basseinid, mullivannid, septikud, veepaagid, katusekatted, torud, katted, ortopeedilised kihid, lainelauad ja välisuste katted. Klaaskiudude teised levinud nimetused on klaaskiuga tugevdatud plast (GRP), klaaskiuga tugevdatud plast (GFRP) või GFK (saksa keelest: Glasfaserverst?rkter Kunststoff).Kuna klaaskiudu ennast nimetatakse mõnikord "klaaskiuks", nimetatakse seda komposiiti ka klaaskiuga tugevdatud plastiks (FRP).See artikkel järgib tava, et "klaaskiud" viitab terviklikule kiududega tugevdatud komposiitmaterjalile, mitte ainult selle sees olevale klaaskiule. Klaaskiust vormimisprotsess algab esemega, mida tuntakse pistiku või pukina.See on valmistatava objekti täpne esitus.Pistiku võib valmistada erinevatest materjalidest, tavaliselt teatud tüüpi vahust. Pärast pistiku moodustamist pihustatakse seda vormivabastusvahendiga.Vabastusaine võimaldab vormi pärast selle valmimist pistikust eraldada.Vormivabastusaine on spetsiaalne vaha ja/või PVA (polüvinüülalkohol).Väidetavalt avaldab polüvinüülalkohol aga negatiivset mõju lõpliku vormi pinnaviimistlusele. Kui pistikule on eraldusaine peale kantud, kantakse gelcoat peale rulli, pintsli või spetsiaalselt selleks ette nähtud pihustuspüstoliga.Geelcoat on pigmenteeritud vaik ja annab vormi pinnale kõvema ja vastupidavama viimistluse. Pärast eraldusaine ja geelkatte pealekandmist kantakse pinnale klaaskiud ja vaik.Kasutatav klaaskiud on tavaliselt identne lõpptootes kasutatavaga. Paigaldamise käigus kantakse peale klaaskiudmatti kiht ja sellele vaik.Seejärel kasutatakse õhumullide eemaldamiseks spetsiaalset rulli.Õhumullid, kui need jäetakse kõvenevasse vaigu, vähendaksid oluliselt valmisvormi tugevust.Klaaskiust pihustatavat pealekandmisprotsessi kasutatakse ka vormide tootmiseks ning see võimaldab hästi täita nurki ja õõnsusi, kus klaasmatt või kudumine võib osutuda liiga jäigaks. Kui viimased klaaskiudkihid on vormile kantud, lastakse vaigul settida ja kõveneda.Seejärel lüüakse pistiku ja vormi vahele kiilud, et need kaks eraldada. Kasutatakse ka täiustatud tehnikaid, näiteks vaigu ülekandevormimist.
dinosaurustool dinosauruse kirjutuslaud laud ja tool välikaunistuseks klaaskiust dinosauruste tarnijad mänguväljak klaaskiust dinosaurused klaaskiust kaunistus teemaparki dinosauruste laud ja toolid klaaskiust laud ja toolid lõbustuspargis klaaskiust laud ja toolid klaaskiust dinosauruse skulptuur õues lõbustuspargi varustus mänguväljaku varustus elusuuruses klaaskiud pargi fiiberkujud klaaskiust kujud õues klaaskiust dinosaurused pargivarustus dinopargi dinosauruste laud ja toolid Klaaskiud (Ameerika inglise keel) või klaaskiud (Commonwealth English) on tavaline klaaskiudu kasutav kiududega tugevdatud plastik.Kiud võivad olla juhuslikult paigutatud, lapikuks (nimetatakse tükeldatud kiudmatiks) või kootud klaaskangaks.Plastmaatriks võib olla termoreaktiivne polümeermaatriks – enamasti põhineb termoreaktiivsetel polümeeridel, nagu epoksü, polüestervaik või vinüülestervaik – või termoplast. Odavam ja paindlikum kui süsinikkiud, see on kaalu järgi tugevam kui paljud metallid, on mittemagnetiline, mittejuhtiv, läbipaistev elektromagnetkiirgusele, seda saab vormida keerukateks vormideks ja on paljudel juhtudel keemiliselt inertne.Rakenduste hulka kuuluvad lennukid, paadid, autod, vannid ja korpused, basseinid, mullivannid, septikud, veepaagid, katusekatted, torud, katted, ortopeedilised kihid, lainelauad ja välisuste katted. Klaaskiudude teised levinud nimetused on klaaskiuga tugevdatud plast (GRP), klaaskiuga tugevdatud plast (GFRP) või GFK (saksa keelest: Glasfaserverst?rkter Kunststoff).Kuna klaaskiudu ennast nimetatakse mõnikord "klaaskiuks", nimetatakse seda komposiiti ka klaaskiuga tugevdatud plastiks (FRP).See artikkel järgib tava, et "klaaskiud" viitab terviklikule kiududega tugevdatud komposiitmaterjalile, mitte ainult selle sees olevale klaaskiule. Klaaskiust vormimisprotsess algab esemega, mida tuntakse pistiku või pukina.See on valmistatava objekti täpne esitus.Pistiku võib valmistada erinevatest materjalidest, tavaliselt teatud tüüpi vahust. Pärast pistiku moodustamist pihustatakse seda vormivabastusvahendiga.Vabastusaine võimaldab vormi pärast selle valmimist pistikust eraldada.Vormivabastusaine on spetsiaalne vaha ja/või PVA (polüvinüülalkohol).Väidetavalt avaldab polüvinüülalkohol aga negatiivset mõju lõpliku vormi pinnaviimistlusele. Kui pistikule on eraldusaine peale kantud, kantakse gelcoat peale rulli, pintsli või spetsiaalselt selleks ette nähtud pihustuspüstoliga.Geelcoat on pigmenteeritud vaik ja annab vormi pinnale kõvema ja vastupidavama viimistluse. Pärast eraldusaine ja geelkatte pealekandmist kantakse pinnale klaaskiud ja vaik.Kasutatav klaaskiud on tavaliselt identne lõpptootes kasutatavaga. Paigaldamise käigus kantakse peale klaaskiudmatti kiht ja sellele vaik.Seejärel kasutatakse õhumullide eemaldamiseks spetsiaalset rulli.Õhumullid, kui need jäetakse kõvenevasse vaigu, vähendaksid oluliselt valmisvormi tugevust.Klaaskiust pihustatavat pealekandmisprotsessi kasutatakse ka vormide tootmiseks ning see võimaldab hästi täita nurki ja õõnsusi, kus klaasmatt või kudumine võib osutuda liiga jäigaks. Kui viimased klaaskiudkihid on vormile kantud, lastakse vaigul settida ja kõveneda.Seejärel lüüakse pistiku ja vormi vahele kiilud, et need kaks eraldada. Kasutatakse ka täiustatud tehnikaid, näiteks vaigu ülekandevormimist. 
+86-813-2104667

info@sanherobot.com

+86-13990010824

No.13 Huixin Road, Yantani linn, Yantani piirkond, Zigongi linn, Sichuani provints, Hiina