







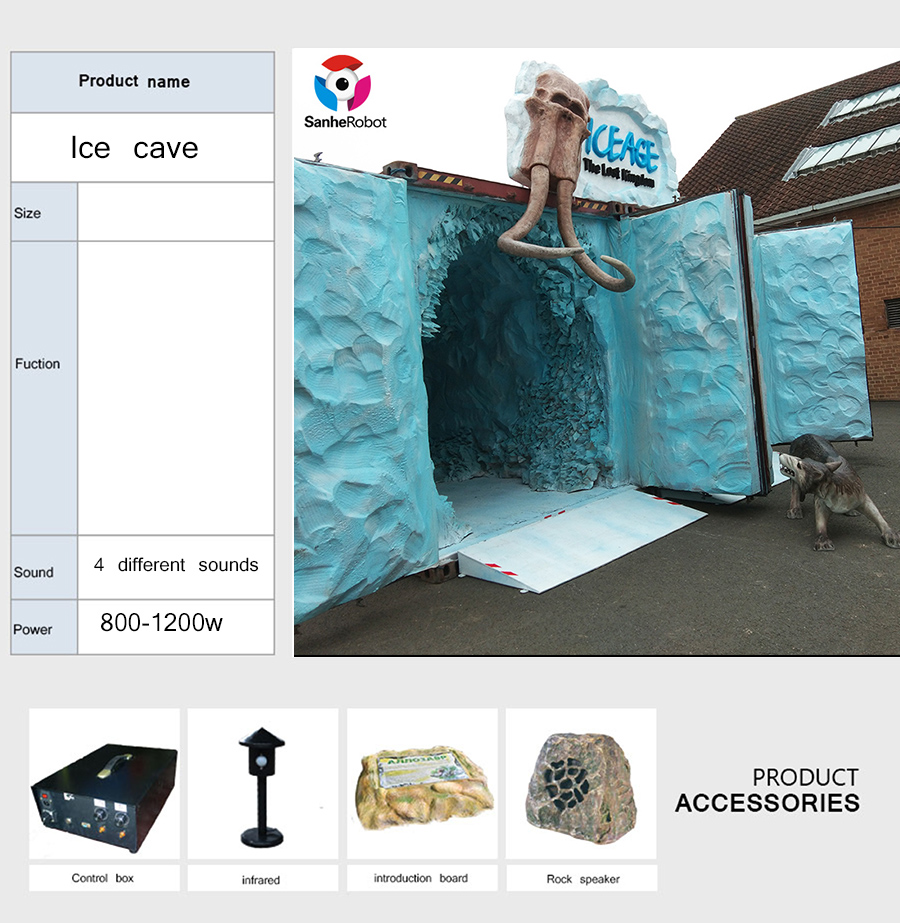
Grotte de glace réaliste modélisant d'autres produits de parc d'attractions pour la décoration extérieure

PLUS D'INFORMATION
| Contribution | CA 110/220V, 50-60HZ |
| Brancher | Prise Euro / British Standard / SAA / C-UL / ou dépend de la demande |
| Mode de contrôle | Automatique/infrarouge/télécommande/pièce de monnaie/bouton/voix/tactile/Température / prise de vue etc. |
| Degré d'imperméabilisation | IP66 |
| Condition de travail | Soleil, pluie, bord de mer, 0 ~ 50 ℃ (32 ℉ ~ 82 ℉) |
| Fonction facultative | Le son peut être augmenté à 128 typesFumée,/ eau./ saigner / sentir / changer de couleur / changer de lumière / écran LED etc. interactif (suivi de localisation) / conversine (actuellement uniquement chinois) |
SERVICE APRÈS-VENTE
| Service | Doit être coupé pour l'expédition, fournira un manuel d'installation détaillé. |
| garantie | Nous offrons une garantie de 2 ans pour tous nos modèles antrimatroniques,la période de garantie commence du fret arrive au port de destination.Notre garantie couvre le moteur,réducteur, boîtier de commande, etc. |
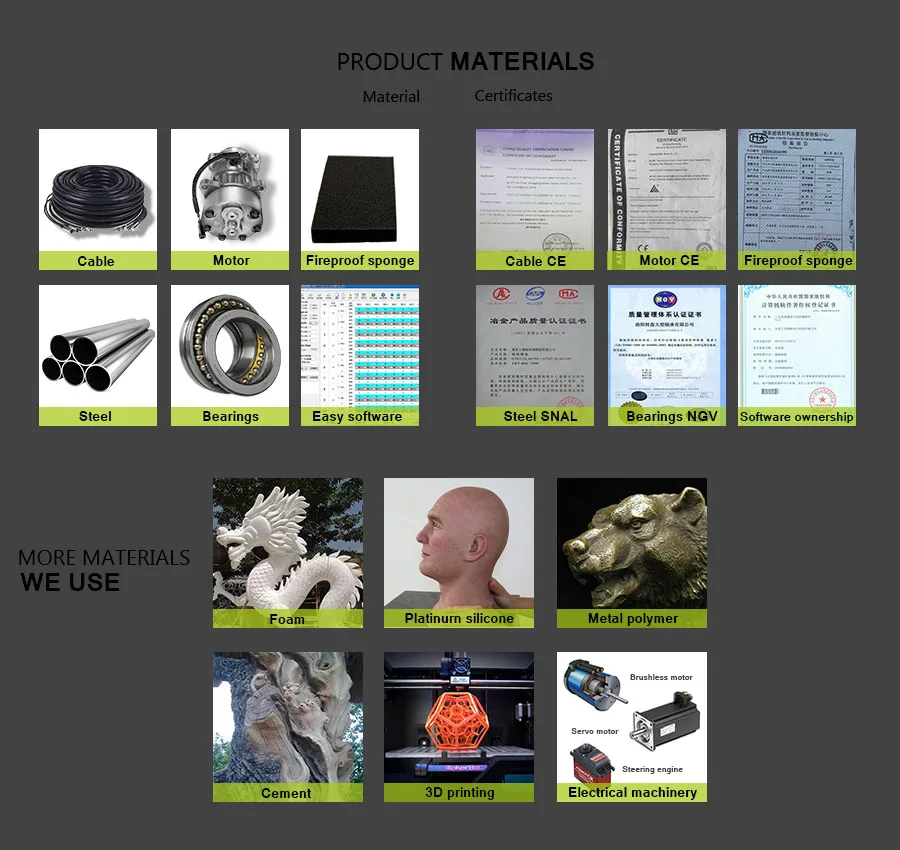
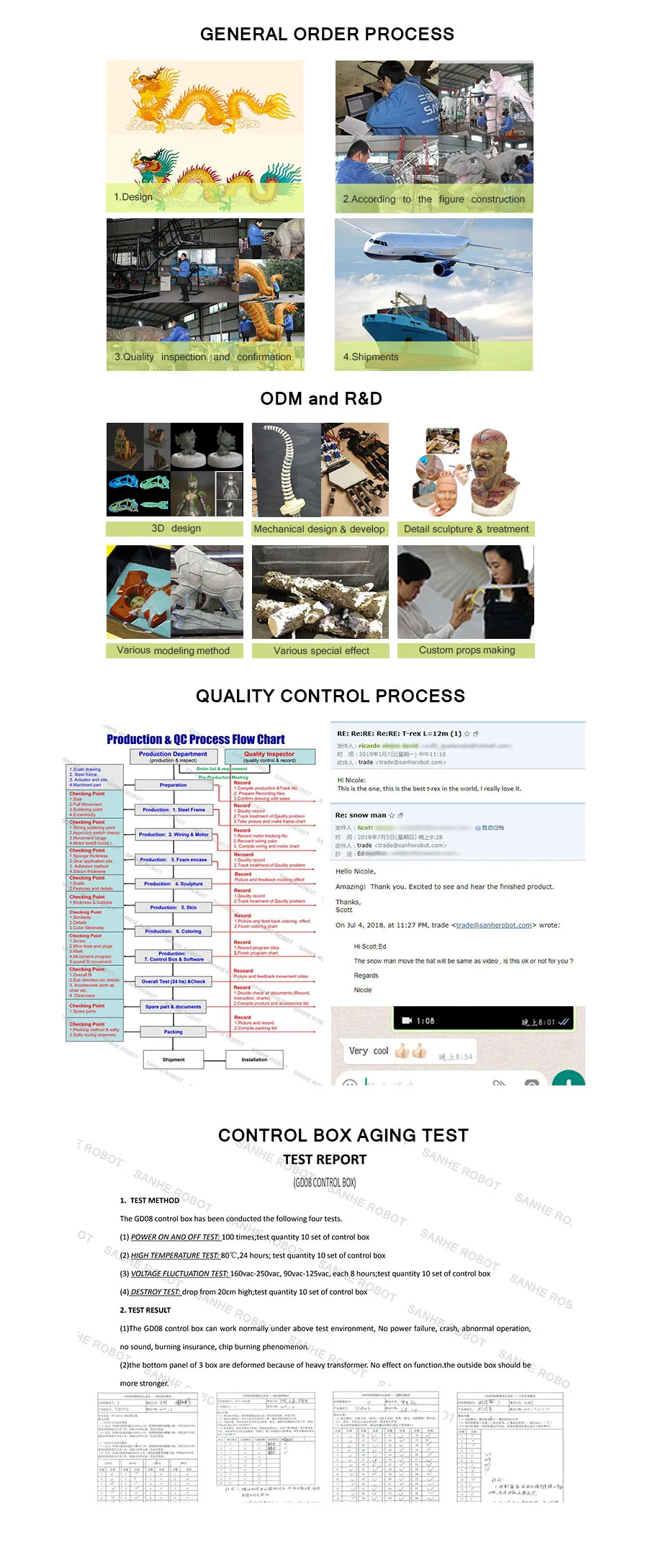
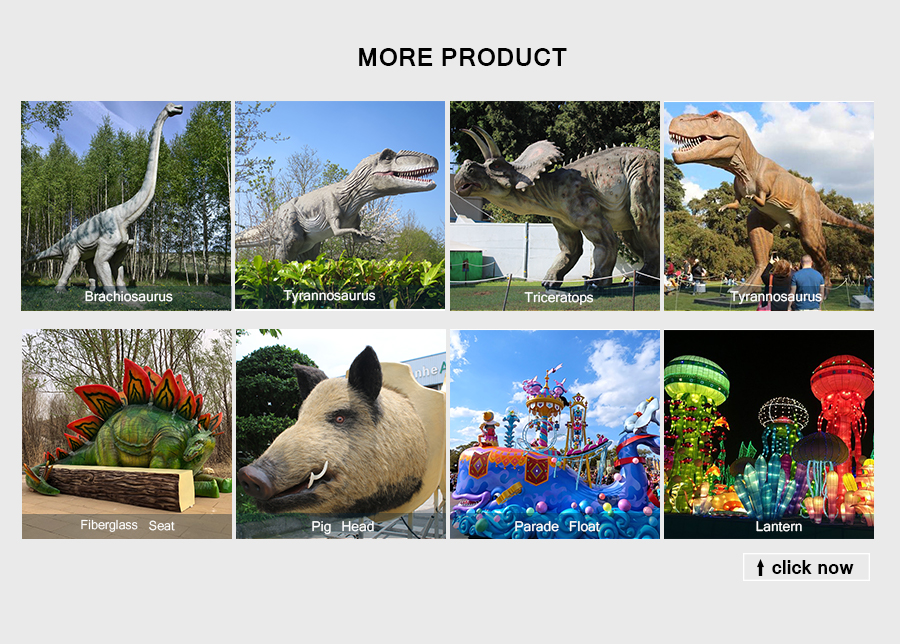
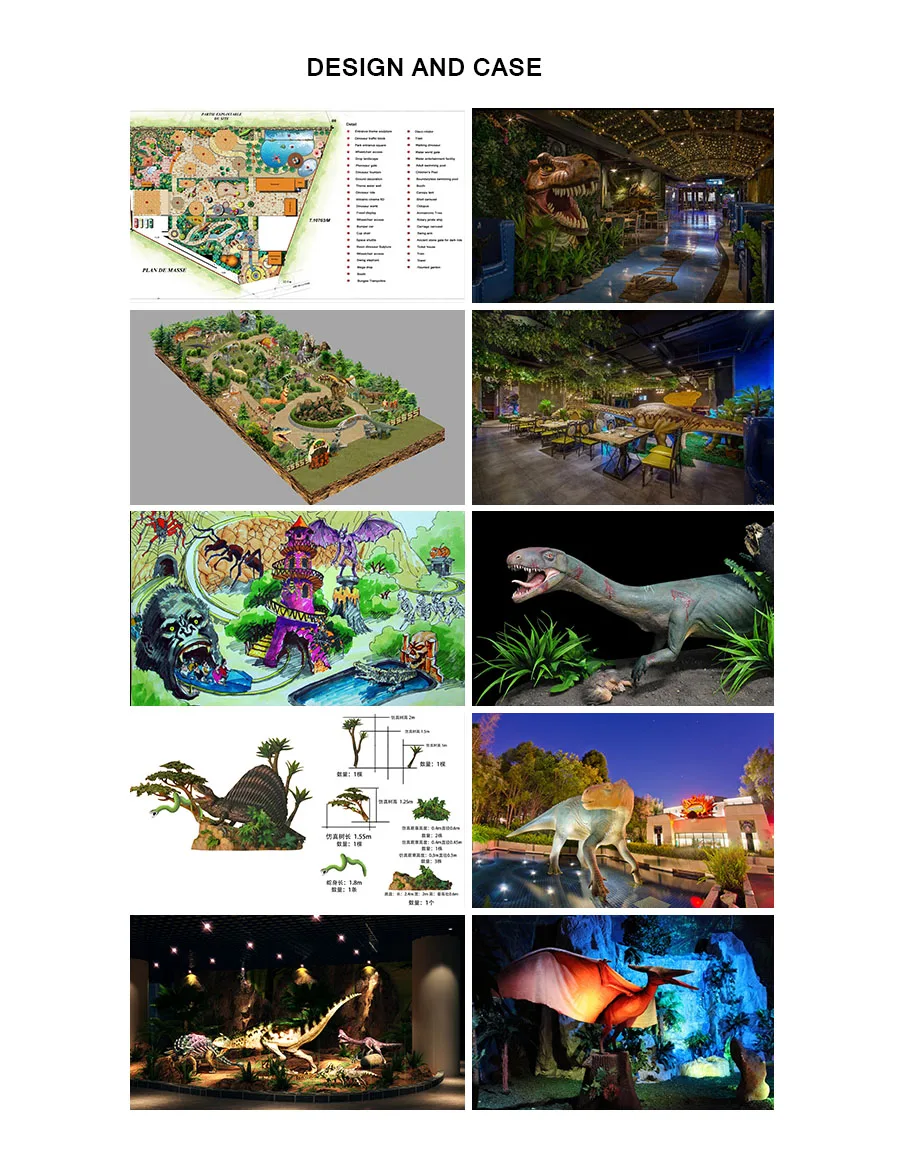

 décoration de parc à thème de grotte de glace en fibre de verre de la grotte des animaux décoration de porte statues grandeur nature simulation en fibre de verre statues grandeur nature décor de terrain de jeu extérieur en fibre de verre décoration en fibre de verre décoration de parc à thème en fibre de verre modélisation de la grotte de glace grotte de glace réaliste produit extérieur en fibre de verre grotte de glace en fibre de verre personnalisée autres accessoires de parc d'attractions grotte de glace en fibre de verre étanche accessoires de décoration de terrain de jeu extérieur vraie grotte de glace La fibre de verre (anglais américain) ou la fibre de verre (anglais du Commonwealth) est un type courant de plastique renforcé de fibres utilisant de la fibre de verre.Les fibres peuvent être disposées de manière aléatoire, aplaties en une feuille (appelée tapis à fils coupés) ou tissées en tissu de verre.La matrice plastique peut être une matrice polymère thermodurcissable - le plus souvent à base de polymères thermodurcissables tels que résine époxy, résine polyester ou résine vinylester - ou thermoplastique. Moins cher et plus flexible que la fibre de carbone, il est plus résistant que de nombreux métaux en poids, est non magnétique, non conducteur, transparent au rayonnement électromagnétique, peut être moulé dans des formes complexes et est chimiquement inerte dans de nombreuses circonstances.Les applications incluent les avions, les bateaux, les automobiles, les baignoires et les enceintes, les piscines, les bains à remous, les fosses septiques, les réservoirs d'eau, les toitures, les tuyaux, les revêtements, les moulages orthopédiques, les planches de surf et les revêtements de portes extérieures. D'autres noms communs pour la fibre de verre sont le plastique renforcé de verre (GRP), le plastique renforcé de fibre de verre (GFRP) ou GFK (de l'allemand : Glasfaserverstørkter Kunststoff).Parce que la fibre de verre elle-même est parfois appelée "fibre de verre", le composite est également appelé plastique renforcé de fibre de verre (FRP).Cet article adoptera la convention selon laquelle "fibre de verre" fait référence à l'ensemble du matériau composite renforcé de fibres, plutôt qu'à la fibre de verre qu'il contient. Le processus de moulage en fibre de verre commence par un objet connu sous le nom de bouchon ou buck.Il s'agit d'une représentation exacte de l'objet à fabriquer.Le bouchon peut être fabriqué à partir de divers matériaux, généralement certains types de mousse. Une fois le bouchon formé, il est pulvérisé avec un agent de démoulage.L'agent de démoulage permettra de séparer le moule du bouchon une fois terminé.L'agent de démoulage est une cire spéciale, et/ou du PVA (alcool polyvinylique).L'alcool polyvinylique, cependant, aurait des effets négatifs sur la finition de surface du moule final. Une fois que le bouchon a son agent de démoulage appliqué, le gelcoat est appliqué avec un rouleau, une brosse ou un pistolet pulvérisateur spécialement conçu.Le gelcoat est une résine pigmentée et donne à la surface du moule une finition plus dure et plus durable. Une fois l'agent de démoulage et le gelcoat appliqués, des couches de fibre de verre et de résine sont déposées sur la surface.La fibre de verre utilisée sera typiquement identique à celle qui sera utilisée dans le produit final. Dans le processus de pose, une couche de natte de fibre de verre est appliquée et de la résine est appliquée dessus.Un rouleau spécial est ensuite utilisé pour éliminer les bulles d'air.Des bulles d'air, si elles restaient dans la résine de durcissement, réduiraient considérablement la résistance du moule fini.Le procédé de stratification par pulvérisation de fibre de verre est également utilisé pour produire des moules et peut fournir un bon remplissage des coins et des cavités où un mat ou un tissage de verre peut s'avérer trop rigide. Une fois que les couches finales de fibre de verre sont appliquées sur le moule, la résine est autorisée à se mettre en place et à durcir.Des cales sont ensuite enfoncées entre le bouchon et le moule afin de séparer les deux. Des techniques avancées telles que le moulage par transfert de résine sont également utilisées.
décoration de parc à thème de grotte de glace en fibre de verre de la grotte des animaux décoration de porte statues grandeur nature simulation en fibre de verre statues grandeur nature décor de terrain de jeu extérieur en fibre de verre décoration en fibre de verre décoration de parc à thème en fibre de verre modélisation de la grotte de glace grotte de glace réaliste produit extérieur en fibre de verre grotte de glace en fibre de verre personnalisée autres accessoires de parc d'attractions grotte de glace en fibre de verre étanche accessoires de décoration de terrain de jeu extérieur vraie grotte de glace La fibre de verre (anglais américain) ou la fibre de verre (anglais du Commonwealth) est un type courant de plastique renforcé de fibres utilisant de la fibre de verre.Les fibres peuvent être disposées de manière aléatoire, aplaties en une feuille (appelée tapis à fils coupés) ou tissées en tissu de verre.La matrice plastique peut être une matrice polymère thermodurcissable - le plus souvent à base de polymères thermodurcissables tels que résine époxy, résine polyester ou résine vinylester - ou thermoplastique. Moins cher et plus flexible que la fibre de carbone, il est plus résistant que de nombreux métaux en poids, est non magnétique, non conducteur, transparent au rayonnement électromagnétique, peut être moulé dans des formes complexes et est chimiquement inerte dans de nombreuses circonstances.Les applications incluent les avions, les bateaux, les automobiles, les baignoires et les enceintes, les piscines, les bains à remous, les fosses septiques, les réservoirs d'eau, les toitures, les tuyaux, les revêtements, les moulages orthopédiques, les planches de surf et les revêtements de portes extérieures. D'autres noms communs pour la fibre de verre sont le plastique renforcé de verre (GRP), le plastique renforcé de fibre de verre (GFRP) ou GFK (de l'allemand : Glasfaserverstørkter Kunststoff).Parce que la fibre de verre elle-même est parfois appelée "fibre de verre", le composite est également appelé plastique renforcé de fibre de verre (FRP).Cet article adoptera la convention selon laquelle "fibre de verre" fait référence à l'ensemble du matériau composite renforcé de fibres, plutôt qu'à la fibre de verre qu'il contient. Le processus de moulage en fibre de verre commence par un objet connu sous le nom de bouchon ou buck.Il s'agit d'une représentation exacte de l'objet à fabriquer.Le bouchon peut être fabriqué à partir de divers matériaux, généralement certains types de mousse. Une fois le bouchon formé, il est pulvérisé avec un agent de démoulage.L'agent de démoulage permettra de séparer le moule du bouchon une fois terminé.L'agent de démoulage est une cire spéciale, et/ou du PVA (alcool polyvinylique).L'alcool polyvinylique, cependant, aurait des effets négatifs sur la finition de surface du moule final. Une fois que le bouchon a son agent de démoulage appliqué, le gelcoat est appliqué avec un rouleau, une brosse ou un pistolet pulvérisateur spécialement conçu.Le gelcoat est une résine pigmentée et donne à la surface du moule une finition plus dure et plus durable. Une fois l'agent de démoulage et le gelcoat appliqués, des couches de fibre de verre et de résine sont déposées sur la surface.La fibre de verre utilisée sera typiquement identique à celle qui sera utilisée dans le produit final. Dans le processus de pose, une couche de natte de fibre de verre est appliquée et de la résine est appliquée dessus.Un rouleau spécial est ensuite utilisé pour éliminer les bulles d'air.Des bulles d'air, si elles restaient dans la résine de durcissement, réduiraient considérablement la résistance du moule fini.Le procédé de stratification par pulvérisation de fibre de verre est également utilisé pour produire des moules et peut fournir un bon remplissage des coins et des cavités où un mat ou un tissage de verre peut s'avérer trop rigide. Une fois que les couches finales de fibre de verre sont appliquées sur le moule, la résine est autorisée à se mettre en place et à durcir.Des cales sont ensuite enfoncées entre le bouchon et le moule afin de séparer les deux. Des techniques avancées telles que le moulage par transfert de résine sont également utilisées. 
+86-813-2104667

info@sanherobot.com

+86-13990010824

No.13 Huixin Road, ville de Yantan, district de Yantan, ville de Zigong, province du Sichuan, Chine





















